Every application in the food industry is unique and requires a perfectly customised vacuum solution. Different requirements are placed on the vacuum supply for food cooling, vacuum drying or the pneumatic conveying of food. The vacuum solutions from Busch, Maulburg, have proven themselves in all production phases of food and beverage production, storage and transport.
The vacuum pumps in the R5 RA series are multi-talented. Thanks to their proven rotary vane technology, The vacuum pumps, which are specially designed for continuous use in industrial vacuum applications, are ideal for freeze-drying, vacuum cooling and various forms of vacuum packaging as well as pneumatic conveying.
With the high-performance Cobra DX plug & pump solution, the company is showcasing its state-of-the-art screw technology, which is used in a wide range of applications. Applications in the food and beverage industry can be used. The dry screw vacuum pumps have a touchscreen with intuitive menu navigation.

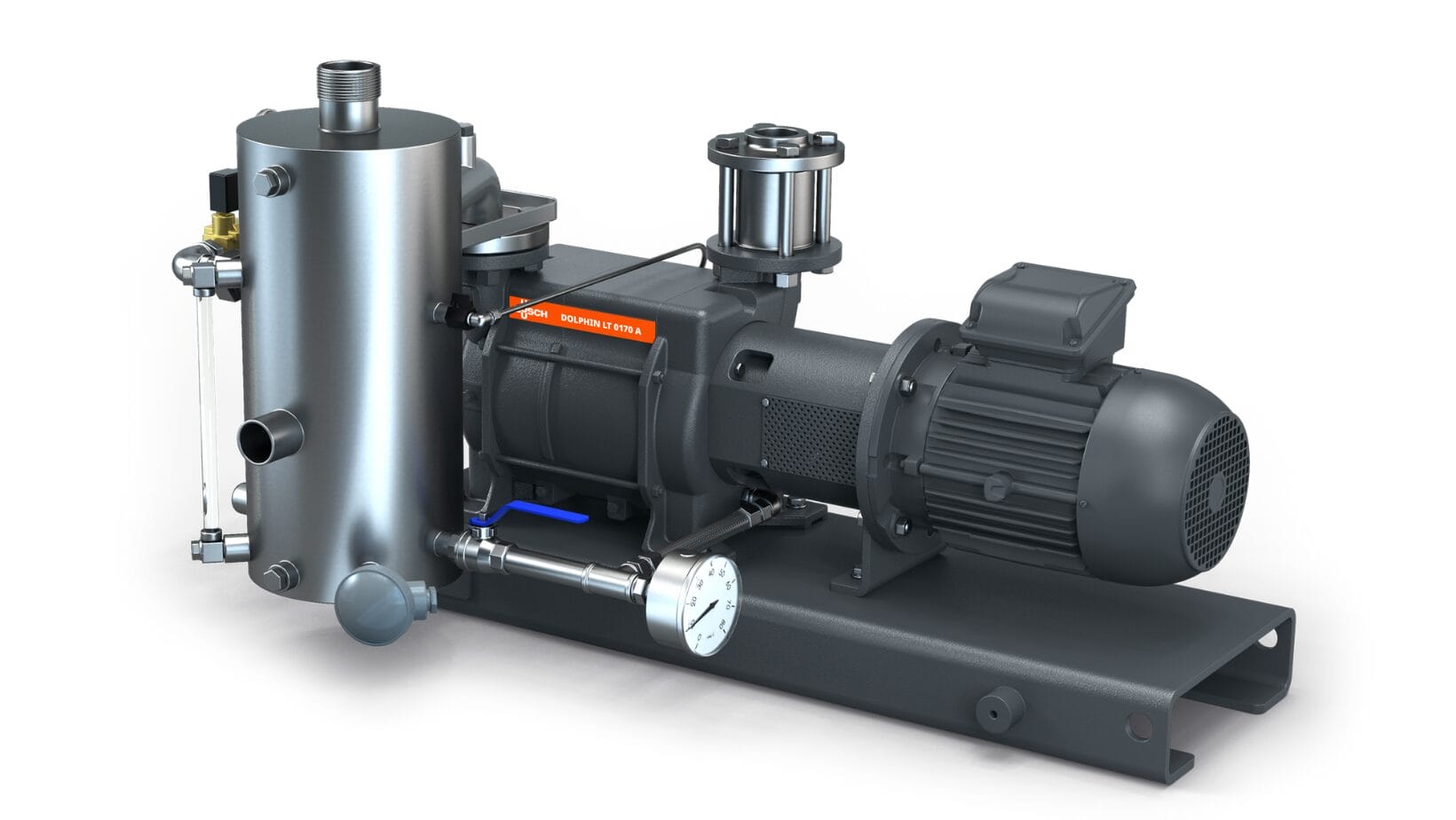
The Dolphin VL liquid ring vacuum pumps are particularly suitable for beverage filling applications. They are characterised by their particularly high resistance to condensates, sugary solutions and sticky substances. These vacuum pumps and systems can be easily cleaned in the CIP process. The frequency control option also offers a considerable energy saving potential, because only as much vacuum is generated as is actually required for the respective application. The experts' IoT solutions complement these energy-efficient liquid ring solutions by reducing downtimes, identifying waste and increasing productivity.
Source: Busch Vacuum Solutions
Busch Vacuum Solutions at Anuga FoodTec 2024: Hall 8.1, Stand B-100