First
The PaperX FibreTop Tube from the Neopac Group is the first of its kind to be certified as technically recyclable in the conventional paper stream by the renowned PTS Institute.
Read more " 





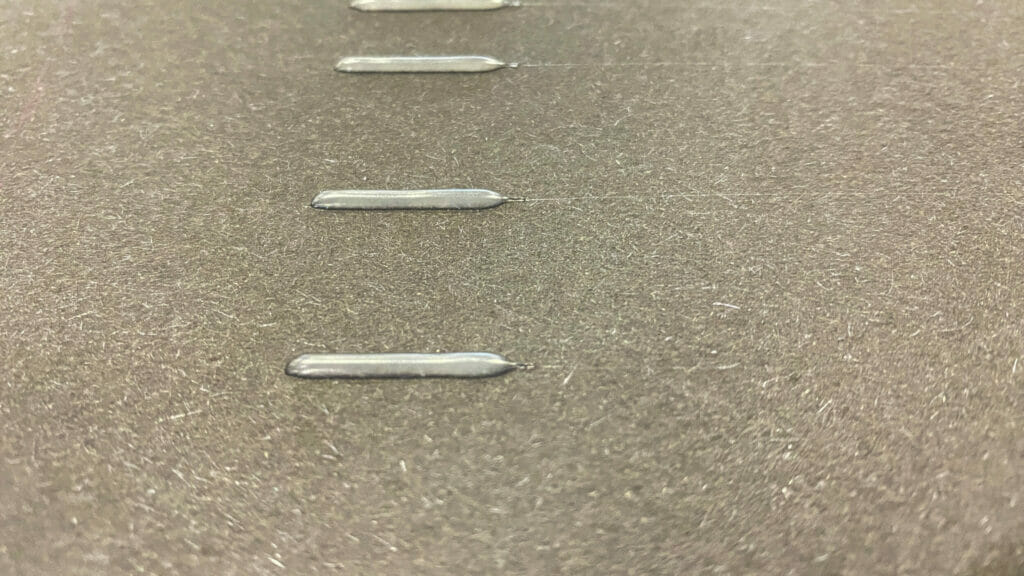
The length of these thin threads determines the degree of the resulting soiling in continuous industrial operation. If they measure only millimetres on a single caterpillar, they quickly grow to considerable quantities in large numbers. This not only wastes adhesive, but also increases the amount of cleaning required. The result is longer maintenance times and production downtimes.

The triumphant advance of PO hotmelt adhesives is further exacerbating the problem, as this technology is characterised not only by its excellent stability in the melter but also by its broad adhesion spectrum. They adhere well to many surfaces - including machine parts. This makes cleaning and maintenance more difficult. This makes it all the more important that the adhesives only end up where they fulfil their intended purpose. In the worst-case scenario, you end up with dirty and therefore unsaleable goods that have to be laboriously reconditioned or disposed of.