The current state of the art in the manufacture of tinplate aerosol cans is based on a three-part structure consisting of a can body, base and dome. A different production technology was developed at Blema Kircheis, Aue, in close cooperation with a globally active aerosol can manufacturer.
Around 90 per cent of the tinplate produced in Germany is used to manufacture packaging. Tinplate is a cold-rolled sheet in thicknesses of 0.1 to 0.5 mm, the surface of which is coated with tin for corrosion protection. The main products made from it are cans and closures. According to the Industriegemeinschaft Aerosole e. V., a total of 1.3 billion aerosol cans were produced in Germany in 2015, with aluminium cans making up the majority, followed by tinplate and, more recently, plastic. More than 3.6 billion tinplate beverage cans were produced.
[infotext]Areas of application for tinplate packaging:
- Cans for food and pet food (approx. 44 per cent)
- Packaging for chemical-technical products including aerosol cans (approx. 22 per cent)
- Closures (approx. 18 per cent)
- Beverage cans (approx. 16 per cent)[/infotext].
New manufacturing technology
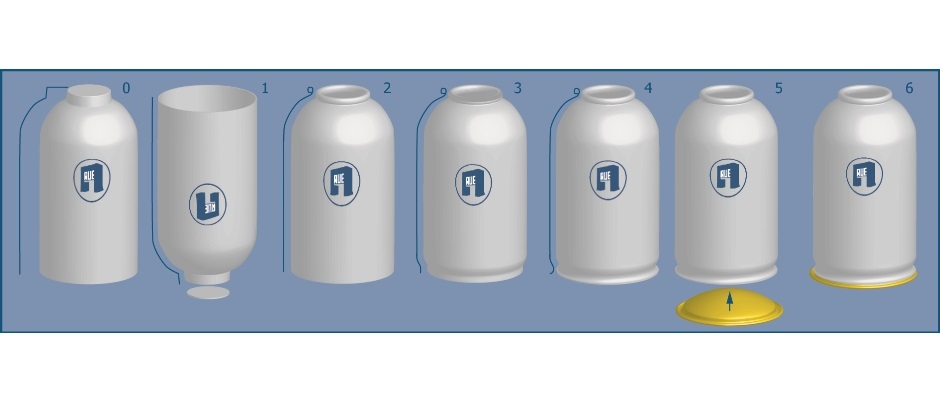
The development has been completed and is now available in the form of a machine ready for series production. The company is part of the Gebrüder Leonhardt Group and is a special machine manufacturer that has been developing and building processing machines, primarily for the tinplate packaging industry, since 1861. As the schematic diagram shows, the new technology consists of six process steps.


The initial parts of the process are stretched can bodies (0). These cans can be produced in an upstream hydraulic stretching press. In the first process step (1), a blank is cut from the can body. A crimping cutter specially developed for this purpose is used here, which produces a completely Burr-free cutting edge is ensured. This is followed by the moulding of a dimensionally accurate 1“ outer roller (2). This process step first protects the cut edge created in the previous technology stage from corrosion. In a further mould, calibration is carried out to ensure a qualitatively perfect valve seat. An accuracy of ± 0.05 mm is achieved. As a result of the stretching process to provide the initial part, the tinplate is highly hardened and hard. Nevertheless, forming stages 3 and 4 must ensure that the aerosol cans are crimped and crimped in preparation for the final sealing process 5. After 6, the end product, the Two-piece aerosol can made of tinplate, The can body is then completed. The blank is then separated from the can body in a separate machine called „ETA II“.

Processing in detail
The initial part is fed in upright on the bottom side and turned before being transferred for processing. The actual cutting operation takes place in parallel on a total of twelve tools arranged on a carousel. The resulting burr-free cut edge is positioned slightly outwards in preparation for the subsequent operation, the secure forming of an outer roll. After leaving the module, the can bodies are turned again and transferred to the downstream „GAMMA II“ machine system standing on their bottom side.
This system is a modular machine offered by Blema Kircheis for carrying out forming and sealing operations for the production of Aerosol cans and other metal packaging. As part of the development of a two-part aerosol can technology, this was extended for the specific processing of the stretched can body by means of rolling and one-sided necking in the upsetting process as well as one-sided roll crimping and bottom sealing.

Advantages of technological development
The advantages consist in the saving of process steps and material by replacing the previous three with one. two-piece tin. Furthermore, burr-free trimming of the blank, high-precision moulding of the outer roll, calibration on the valve seat and continuous process and quality monitoring are guaranteed. Entire assemblies can be changed when changing formats, which means that changeover times are reduced. Installation, maintenance and servicing are convenient. The output is up to 750 cans per minute. As before, commercially available materials with a thickness of 0.15 to 0.21 mm can be used, but with a reduction in waste and the elimination of a can section while at the same time reducing the wall thickness. Thanks to the Elimination of the weld seam and a Enlarged advertising space Compared to the three-part can, this results in significantly improved possibilities for the Can design.