Impfstoffe gegen Viruserkrankungen gehören zu den erfolgreichsten Erfindungen der Medizingeschichte und sind aktuell hoch im Kurs. Das Biotechnologie-Unternehmen Bavarian Nordic setzt bei seiner neuen Isolator-Abfüllanlage für gefriergetrocknete und flüssige Impfstoffseren dabei auf modernste Technologie.
Im Biotechnologiesektor steigt die Zahl der Unternehmen, die Impfstoffe herstellen. Aber auch die von ihnen verwendeten Produktionssysteme verändern sich. Zudem existieren zahlreiche neue Herausforderungen in diesem Bereich: Impfstoffe müssen in kurzer Zeit entwickelt, produziert und auf den Markt gebracht werden. Gleichzeitig gilt es, Prozesskosten niedrig zu halten, ohne die Sicherheit von Patienten und Mitarbeitern zu gefährden.
Von der jahrelangen Erfahrung profitieren
Dank 25-jähriger Erfahrung auf dem pharmazeutischen Markt ist sich der Biotech-Pionier Bavarian Nordic bewusst, dass Wandel und Innovation Schlüsselfaktoren sind, um im volatilen Marktumfeld wettbewerbsfähig zu bleiben. Angesichts des wachsenden Bedarfs an Impfstoffen beschloss das Unternehmen, seine Kapazitäten zu erweitern und eine neue Produktionsanlage am Standort Kvistgård in Dänemark zu bauen. Um den branchenspezifischen Herausforderungen und Entwicklungen gerecht zu werden, musste die neue Anlage über eine komplette Isolator-Abfüllanlage für flüssige und gefriergetrocknete Substanzen verfügen.

„Einerseits wollten wir eine Linie zur Verarbeitung flüssiger Produkte und zur Gefriertrocknung von Wirkstoffen entwickeln, um deren Haltbarkeit zu verlängern“, erklärt Bo Seligmann, Leiter Produktsupport bei Bavarian Nordic. „Andererseits wollten wir mit der neuen Linie auch unsere Kapazitäten für die Lohnabfüllung erweitern.“ Nachdem das Unternehmen alle möglichen Optionen gegeneinander abgewogen hatte, entschied man sich, sämtliche Komponenten für die Abfüllanlage von einem Anbieter zu beziehen: „Wegen der komplexen Anforderungen an dieses Projekt wollten wir alle Maschinen und Prozesse so reibungslos wie möglich aufeinander abstimmen“, erklärt Bo Seligmann. „Die Linienkompetenz von Syntegon Technology war genau das, was wir brauchten.“
Leistung und Sicherheit Hand in Hand
Die Entscheidung fiel auf eine Isolator-Abfüllanlage für Vials von Syntegon Technology (ehemals Bosch Packaging Technology) in Kombination mit dem integrierten Gefriertrockner eines Drittanbieters. Die hochkomplexe Isolator-Linie besteht aus neun Maschinen und entspricht der GVO-Schutzstufe 2 (BSL2). Diese gilt als Standard für Produktionsanlagen, die mit attenuierten Lebendimpfstoffen arbeiten.
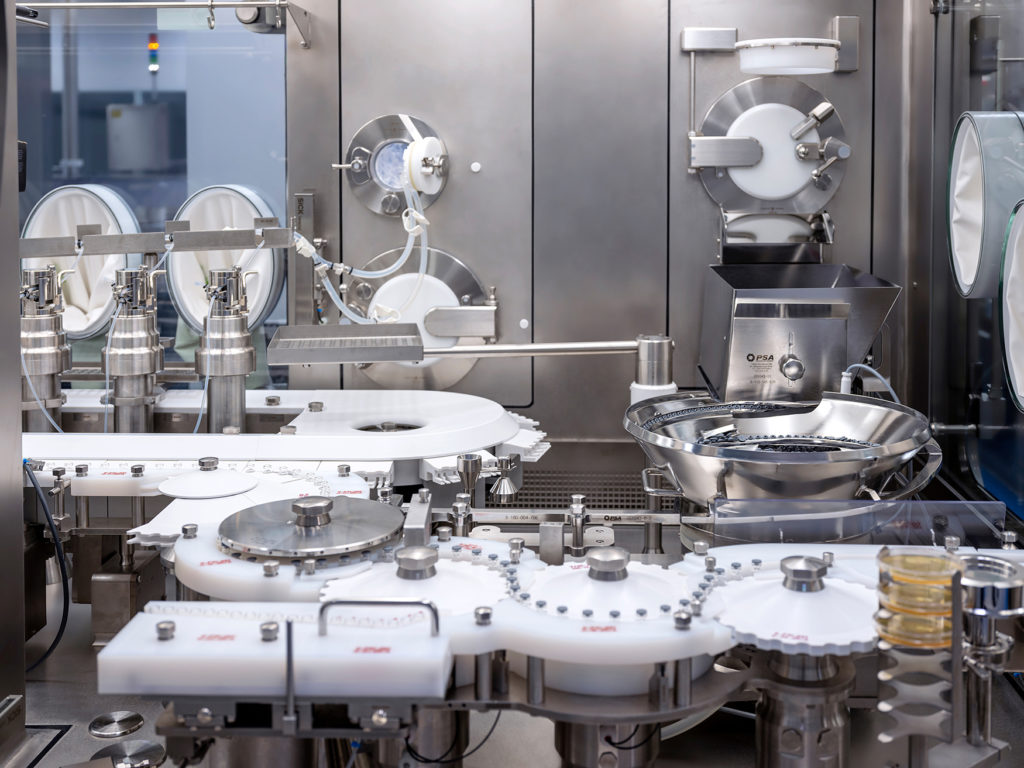
Das Herzstück der Linie bildet die Abfüllmaschine MLF 5088CS. Diese gewährleistet eine hohe Ausbringung von 400 Behältnissen pro Minute unter höchsten Sicherheitsstandards und einer integrierten Hundertprozent-in-Prozess-Kontrolle (IPK). Die Abfüllmaschine ist mit dem patentierten Einwegdosiersystem PreVAS ausgestattet, das komplizierte Reinigungsvorgänge reduziert und das Risiko von Kreuzkontaminationen minimiert. Das gesamte System ist vollständig in die Isolator-Abfüllanlage integriert, sodass Bediener und Produkt nicht miteinander in Berührung kommen.
Die Linie umfasst zudem eine Reinigungsmaschine der Baureihe RRN für die flexible und optimale Reinigung der Vials, einen HQL-Sterilisiertunnel für die sichere und zuverlässige Sterilisation und Entpyrogenisierung der vorgereinigten Behälter sowie eine nachgeschaltete Verschließmaschine der VRK-Serie. Die befüllten und verschlossenen Vials reinigt eine Außenreinigungsmaschine der RAN-Baureihe. So wird sichergestellt, dass keine Partikel an den Außenseiten der Behältnisse anhaften – ein wichtiger Faktor zum Schutz der Bediener und des medizinischen Personals vor aktiven Viren.
Eine ISS-H2O2-Transferschleuse sorgt dafür, dass das Material schnell und kontaminationsfrei in und aus dem Isolator gelangt. Als eigenständige Maschine lässt sie sich unabhängig vom aktuellen Isolatorstatus biodekontaminieren. Darüber hinaus wird die Isolator-Linie im Rahmen der Produktion zweimal dekontaminiert: das erste Mal als Standardprozess vor Produktionsbeginn und ein weiteres Mal unmittelbar danach, um eventuell noch in der Linie befindliche Produktreste zu inaktivieren.
„Für uns war es wichtig, zuverlässige und bewährte Standardmaschinen einzusetzen, um eine hohe Produktqualität zu gewährleisten.“ Bo Seligmann, Leiter Produktsupport bei Bavarian Nordic
Effizientere Produktion dank paralleler Prozesse
Neben dem Einsatz zuverlässiger und bewährter Standardmaschinen für die Gewährleistung einer hohen Produktqualität musste die Linie so kompakt wie möglich sein, um Platz zu sparen und so flexibel wie möglich, um unterschiedliche Behälterformate zu befüllen. Die Maschinen von Syntegon Technology erlauben außerdem schnelle Formatwechsel. Zudem ist die Anlage so konzipiert, dass Bavarian Nordic verschiedene Prozesse gleichzeitig durchführen kann. Da der Gefriertrocknungsprozess mitunter mehrere Tage dauert, nutzt Bavarian Nordic die Linie in der Zwischenzeit für die Abfüllung von flüssigen Produkten.

Effizienz ist jedoch auch eine Frage der Zeit: Da Bavarian Nordic Lebendviren abfüllt, muss das Unternehmen die empfindlichen flüssigen Inhaltsstoffe zügig verarbeiten. „Das bedeutet, dass die neuen Maschinen schnell und absolut zuverlässig funktionieren müssen“, so Bo Seligmann.
Die aktiven Virenseren erhält Bavarian Nordic in gefrorener Form, um sie auf etwa fünf Grad aufzutauen und anschließend abzufüllen. Während des gesamten Abfüllvorgangs wird auf ausreichende Kühlung geachtet, um die Integrität des Wirkstoffs nicht zu beeinträchtigen. Die Syntegon-Experten ermöglichen die Abfüllung von gekühlten Produkten bei zwei bis acht Grad Celsius, indem die Feuchtigkeit im Inneren des Isolators reduziert wurde.

Eine erfolgreiche Premiere
Die technisch anspruchsvolle Linie traf pünktlich am Bavarian-Nordic-Standort in Kvistgård ein. Nur sieben Monate später waren die Betriebsqualifikationstests abgeschlossen. „Syntegon Technology hat sich an den festgelegten Zeitplan gehalten, die Kollegen arbeiteten engagiert und konstruktiv mit uns zusammen“, hebt Bo Seligmann hervor.
Eine gründliche Risikobewertung durch Bavarian Nordic und Syntegon Technology sowie ein umfassender Alarm- und Funktionstest am Standort von Syntegon Technology in Crailsheim stellten sicher, dass jede einzelne Maschine wie erwartet funktionierte.

Die Experten von Syntegon unterstützten Bavarian Nordic auch während der Qualifikationsphase. „Die Mitarbeiter von Syntegon kennen ihre Maschinen am besten und haben ihre Arbeit sehr effizient durchgeführt. Dieses Projekt in so kurzer Zeit abzuschließen, war nur dank der professionellen Zusammenarbeit zwischen dem erfahrenen Bavaria-Nordic-Projektteam, den Syntegon-Vertretern und dem Drittlieferanten des Gefriertrockners möglich“, fügt Bo Seligmann hinzu. „Die Zusammenarbeit mit Syntegon Technology war für uns eine sehr erfolgreiche Premiere.“
[infotext icon] Bavarian Nordic ist ein voll integriertes Biotechnologieunternehmen mit Standorten in Dänemark, Deutschland, der Schweiz und North Carolina, USA. Der biopharmazeutische Hersteller hat sich auf die Entwicklung, Herstellung und Vermarktung von Impfstoffen spezialisiert.[/infotext]