PepsiCo produces potato chips in Broek op Langedijk in the Netherlands. During transportation, the fragile products are packed and stacked in cartons as secondary packaging. A new system that reliably secures cartons stacked on pallets against slipping was to reduce adhesive costs and customer complaints. The food company opted for hot melt technology from Nordson.
Potato potato chips have been produced in Broek op Langedijk in the Netherlands since 1958. The Langedijk farmers wanted to open up another market for their potatoes. Over the years, the plant developed into the largest potato chips factory in Europe. Today, the production facility belongs to the food and beverage group PepsiCo, which employs around 300 people in Broek op Langedijk. Among other things, the plant produces Lays‘ brand potato chips, fills them in bags, packs them in cartons, stacks them on Euro pallets and delivers them. Depending on their size, up to twelve to 14 layers of boxes are stacked on top of each other.
Safety for fragile products
„We have three palletizing systems that assemble and stack the cartons fully automatically for transport. In general, each system loads 50 pallets per hour. If necessary, we can increase the quantity to 100 pallets per hour. This means that up to 1,200 cartons of different sizes can be processed per hour.“
Martijn van Zuydam, Project Manager and Spark Line Lead Trainer NWE at PepsiCo
The cardboard pallets are transported fully automatically in the factory and then transported by truck via interim storage to the wholesaler for delivery. As this can sometimes be rough and extremely bumpy, the cartons must be stacked securely and, above all, non-slip on the Euro pallet. It must also be possible to unstack them easily.
PepsiCo used to secure the cartons for transportation with a cold glue system. However, increasing difficulties had become apparent here. There were repeated uncertainties regarding the handling of the system and the associated equipment. In addition, there were high operating costs and difficulties further down the supply chain, for example when already stacked pallets had to be restacked. The cold glue system only allows this within a defined period, and cartons were damaged during subsequent restacking and destacking.
Against this backdrop and with a view to the Group’s goal of manufacturing its products sustainably, those responsible decided to optimize the transport of the pallets and invest in new, future-oriented technology. An internal team – consisting of Darko Despotovic, palletizing system operator, Manuel Allan, technical expert, and Martijn van Zuydam – drew up the basic specifications as part of a Six Sigma Green Belt project. The new system had to contribute to cost savings in adhesive consumption without compromising pallet stability. The amount of adhesive should be adjustable depending on the carton positions on the pallet. The same applies if a problem repeatedly occurs in a specific pallet position with a certain carton combination in the supply chain. Finally, the sustainable solution should contribute to reducing the CO2 footprint.
Modular melter optimizes transport packaging
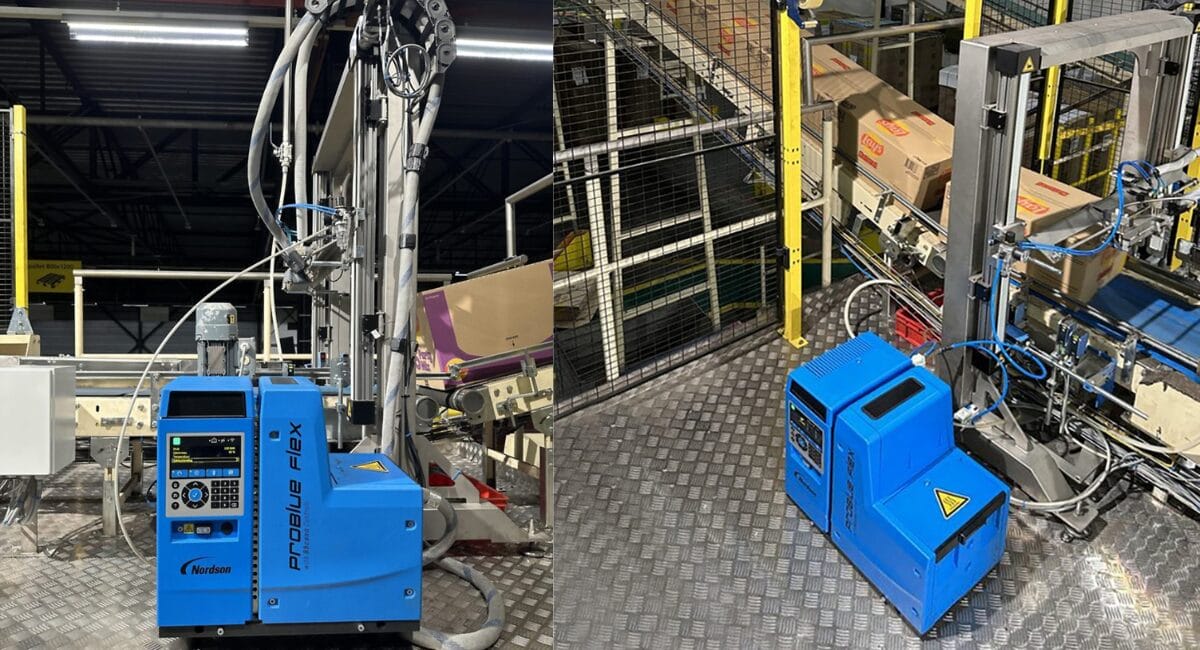
The decision was made in favour of Nordson’s melter technology, as the company was already one of the preferred suppliers and offered its customers comprehensive support in addition to innovative and high-precision application technology. At PepsiCo, one ProBlue melter was installed per palletizer in combination with the P4 pressure management system. The MiniBlue II SureBead hot melt applicators, PureFlow hoses and RediFlex II holders were also added.

„The ProBlue melter has a modular design so that it can be individually adapted to the user’s requirements,“ explains Erik van Gulik, OEM & Key Account Manager at Nordson. The device is characterized by a fast heat-up time and can optionally be equipped with an adhesive tracking system, which allows users to easily measure and monitor the volume and application of the adhesive. The P4 pressure management system allows the electrical control signal and pressures to be changed and the exact amount of adhesive applied to be monitored. This makes it possible to program the application of the adhesive depending on the load of the cartons. This means that less adhesive is applied to the lower cartons, which are more heavily loaded by the weight of the cartons stacked on top and stand securely, than to the upper cartons. The latter can easily swing back and forth on the pallet during transportation, for example, and must therefore be secured more strongly.
The MiniBlue II SureBead hot melt applicators apply the adhesive reliably, even at high stacking speeds, and their precise stitch pattern ensures that adhesive is used sparingly. PepsiCo packs its products in cartons of different sizes, which is why four applicators are installed on each palletizer in such a way that they always apply the adhesive to the varying outer edges, taking into account the different carton dimensions.
PureFlow hoses use innovative technology to ensure the quality of the adhesive used and thus prevent material impairments such as curing or coking. In this way, they help to reduce the downtime that can be caused by hose changes or nozzle blockages. They are installed with RediFlex II holders to ensure optimum flow of the adhesive. PepsiCo put the new melter system into operation in February 2023.
„We have achieved our goals and reduced the CO2 footprint thanks to the lower adhesive consumption. We are still fine-tuning the system, but this is not due to the hot melt technology, but to its integration into the company’s overall system. We assume that we can reduce the costs for the adhesives alone by around 40,000 euros per year. In any case, we have drastically reduced the number of customer complaints and rework. This alone is expected to save us around 100,000 euros per year.“
Martijn van Zuydam